Cohen and Apte (1990) have compared humans and automated machines using the graphic shown in Figure.
Firstly, as Cohen and Apte argue, it is necessary to distinguish between external parameters like cost, quality, delivery and flexibility, and the internal parameters considered in Figure 3.7. An organization builds up competences in these internal parameters to position itself in the market.
The tools discussed so far are essentially enabling technologies, which deliver internal strengths to the organization. The organization uses these strengths to adopt a competitive stance in the market.
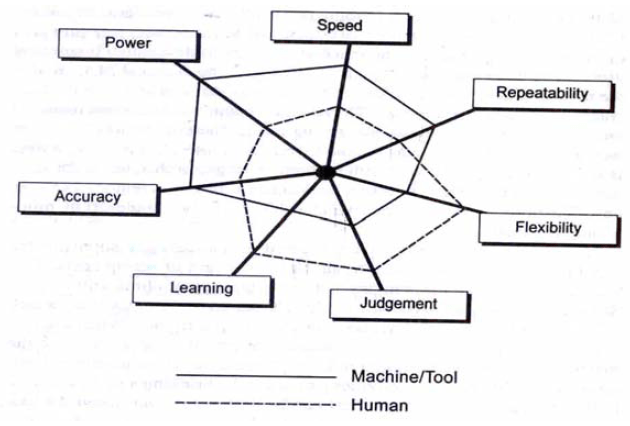
Figure 4.7: Human vs. Machine Capabilities
There are two broad lessons to be drawn from this. Firstly, the tools, which are most successful, are those which act on axes where machines are superior to humans. CNC machines offer a mix of accuracy, repeatability, speed and flexibility. They have grown at a fast pace because of this package of competences. FMSs, on the contrary, were intended to provide flexibility which is actually a human strength-the wild expectations from FMSs have now been watered down .In a study of 61 fine paper manufacturing industries, Upton (1995) found a negative correlation between investment in CIM and flexibility.
More importantly, all the internal competences are not equally important. The key differentiators are obviously judgment and learning. A study of the evolution of the Toyota Production System shows that it started from a judgment (formed by a scion of the controlling Toyoda family) of the
Ford manufacturing system in the early 50s. What followed then was a process of learning about markets and methods for eliminating waste from what is now called the supply chain. The learning was aimed towards delivering competitive advantage on external competences, and it lead to superior practices, which were embedded into the product design and order fulfillment processes. It was also diffused across the organization.
A factory, which has become a ‘learning laboratory’, as noted by Leonard-Barton (1992), is in an enviable situation. The CEO of the organization, she studied, ‘says he can tour competitors through the plant, show them almost everything, and we will be giving away nothing because they can’t take it home with them.’ This probably explains why Toyota did not feel to be secretive about its superior production management system. Of course, there may have been pressures to explain that the huge US trade deficit was not because of the protectionist attitude of the Japanese.

Figure 4.8: Business vs. Technology Perspective
There was also a spin-off benefit in the sense that the Toyota Production System became a hallowed subject of study for every student of operations management or industrial engineering.
But what undoubtedly helped Toyota to come out with the philosophy and details of its system was the realization that serious competitors would take a decade to catch up. In the meantime, Toyota could race ahead with the strengths that it had built up.
Perhaps, what is more important than the tool or the system is the perspective with which it is embraced. As shown in Figure 3.8, there are building blocks of a manufacturing ecosystem, and the application of any tool spans one or more of these building blocks. In the simplest possible model, shown in the figure, there are three structural building blocks through which materials flow-suppliers, manufacturing and customers. The perspective refers to the idea behind the application of the tool, and can be represented by a loop connecting all the blocks affected by it.
Loop 1 shows a horizontal, business-oriented perspective, such as the one used in agile manufacturing for the deployment of cellular manufacturing. Loop 2 shows a technology focused perspective, such as one that could be used to set up a robotic welding line without any significant increase in flexibility or quality.
This is brings us to the (perhaps clinched by now) bottom line-an ever expanding set of tools and techniques is available to manufacturing managers. How well these tools are used is a function of the superiority of the three Ps (Ghosal and Bartlett 1994-95) of purpose, people and processes in any organization.
One thought on “Assessment of Manufacturing Systems and Tools”